С а р а т о в с к и й а в и а ц и о н н ы й з а в о д
ТЕХНИЧЕСКИЙ ОТЧЕТ
Материалы для отчета подготовлены ОРТИ совместно с техническими службами завода.
Полиграфические работы и фотографии выполнены цехом № 44.
1978 год
В 1977 г. на заводе внедрены следующие наиболее эффективные технологические процессы и прогрессивные виды оборудования:
1. Клееклепаные панели хвостового оперения самолета "ЯК-42".
2. Бездоводочное формообразование с высоким удельным давлением ( QAB-32, QRE-100) и высокоимпульсными методами (ПЭГ-100М, ДГП-1200, ПМШ-19, ЭМУ-20) достигло 2450 наименований деталей.
3. Клепка агрегатов "ЯК-42" высокоресурсными заклепками с компенсатором.
4. Изготовление сотопластовых и сотометаллических конструкций самолета "ЯК-42".
5. Установка УПВТ-901 для протягивания жгутов из проводов в эластичные трубки.
6. Устройство графического воспроизведения для контроля программ с ЧПУ-УГВ-1.
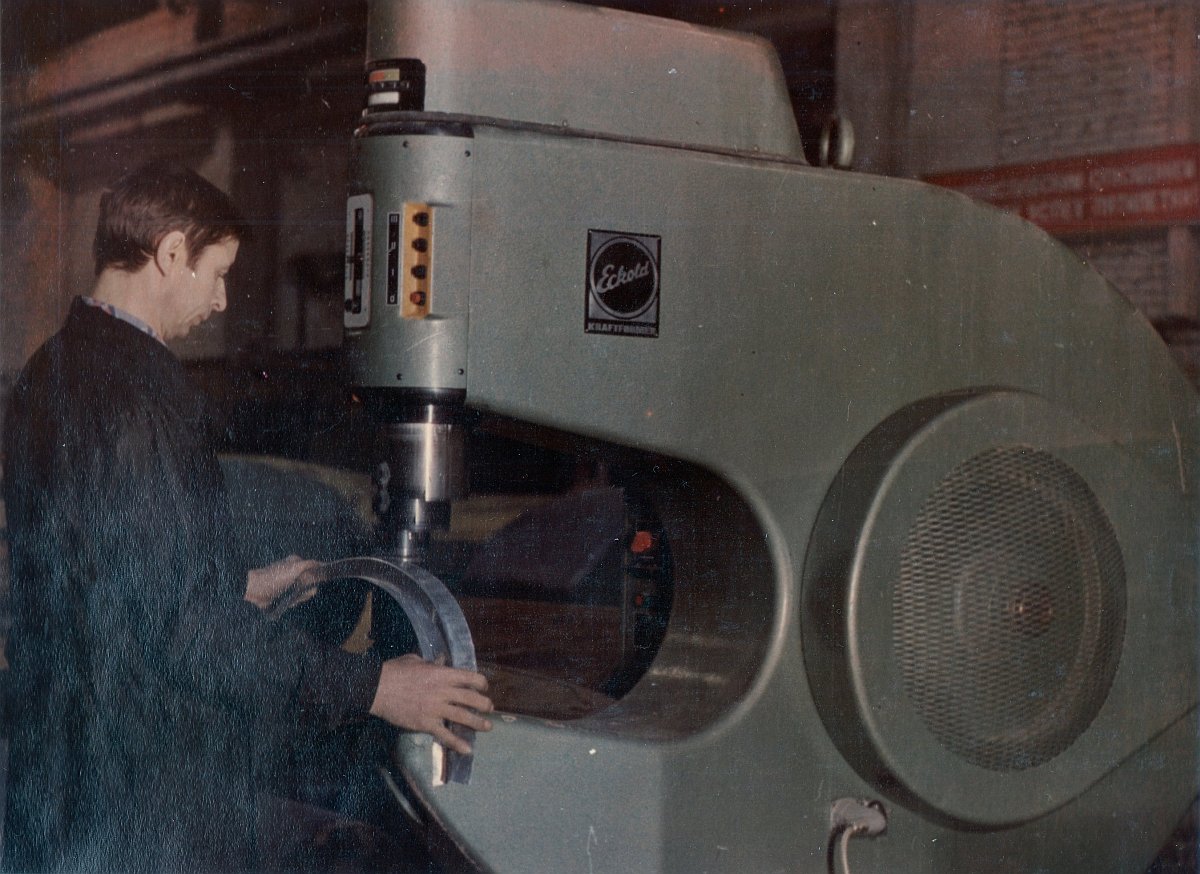
7. Многоцелевой доводочный станок KF-665 для посадки деталей из листовых алюминиевых сплавов, стали и титана.
8. Раскладка проводов в жгуты на плазах с ПУ.
9. Механизированный склад элеваторного типа для хранения метизов, деталей.
10. Склад-автомат для хранения штампов.
11. Вибрационная установка ВУД-1000 для упрочнения деталей.
12. 6580 компоновок УСП.
13. 10 станков с программным управлением.
14. 20 единиц технологического оборудования (пульты, стенды).
15. 530 точных заготовок, изготовленных на универсальных и высокоскоростных молотах, 411наименований точного литья по выплавляемым моделям и в кокиль.
16. Новые приборы для отбора проб атмосферного воздуха, замера вибрации ручного инструмента, определения эффективности вентиляционных установок и другие.
От внедрения всех видов организационно-технических мероприятий экономический эффект составил 1623,1 тыс. рублей.

Увеличение парка станков с ПУ
В 1977 г. на заводе дополнительно внедрено 10 станков с ПУ и переведено на них 535 деталей, высвобождено 18 универсальных станков.
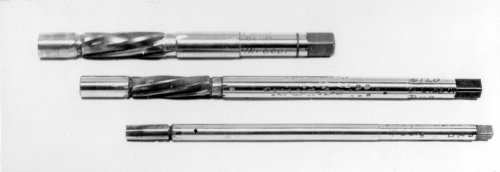
Развертки с монолитной твердосплавной режущей частью.
Предназначены для обработки отверстий в труднообрабатываемых материалах. Состоят из переднего и заднего направлений (сталь 9ХС) и монолитной твердосплавной (ВК8) режущей части. Преимущество - высокая стойкость, твердость.

Фреза прорезная мелкозубая с пластинками твердого сплава.
Предназначена для обработки узких пазов (В=1 - 4 мм) в тонкостенных деталях из труднообрабатываемых материалов.
Приспособление для правки круга алмазом

Применяется для алмазной правки кругов диаметром 110 мм с радиусом 6 мм.
Приспособление обеспечивает качественную заправку круга, что повышает чистоту колец роликовых подшипников.
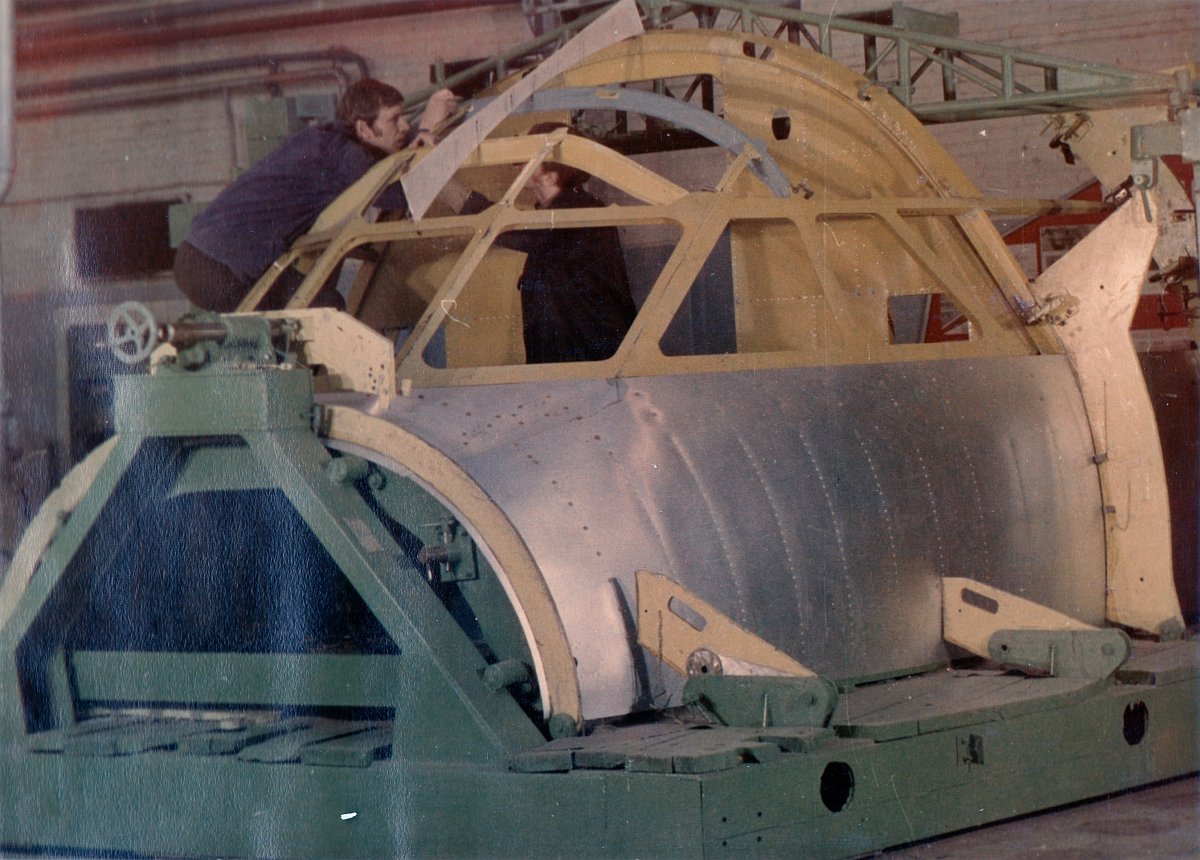
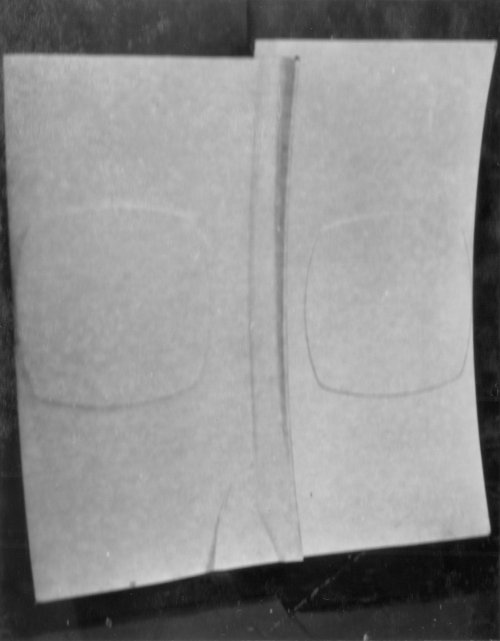
Выкатка обшивок
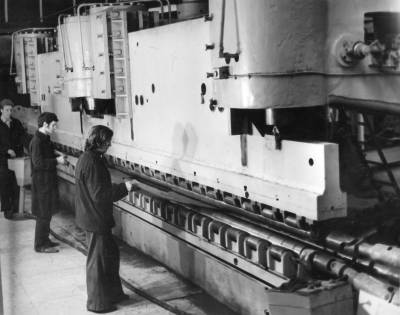
Внедрена выкатка обшивок средней части фюзеляжа самолета «ЯК-42» на станке ЛГС-10. Радиус выкатки 1900 мм. Материал Д16АТВ. Габаритные размеры 7500 х 2000 мм.
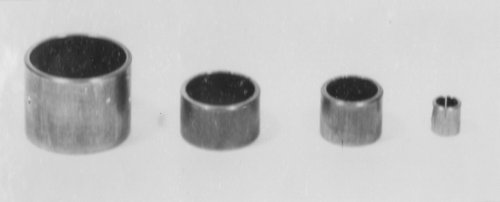
Подшипники из металлофторопласта
Внедрено изготовление 4 типоразмеров металлофторопластовых втулок методом свертывания из листа по ОСТ 10287-71.
Предварительная гибка втулок, производится на эксцентриковом прессе на специальном штампе с последующей калибровкой на гидравлическом прессе в штампах-фильерах.
Втулки - подшипники не нуждаются в смазке.
Панели из алюминопласта
Внедрено формообразование декоративных панелей интерьера самолета «ЯК-42» из алюминопласта.
Гибка панелей двойной кривизны в штампах

Внедрен технологический процесс продольной гибки в штампах дюралевых панелей толщиной 8 мм с ребрами высотой до 30 мм и поперечным прогибом 7-12 мм. Гибка производится на прессе P = 400 тс.
Размер панели 9500 х 800 мм.
Штамп дыропробивной
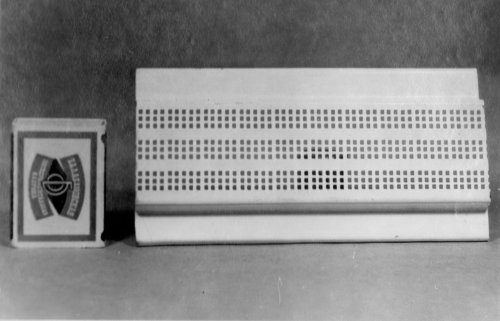
Предназначен для пробивки окон в вентиляционных решетках салона самолета.
В заготовке Д16АТВ габаритом 1890 х 70 х 0,8мм пробивается 5670 окон размером 2 х 1,5 мм за 45 ходов пресса.
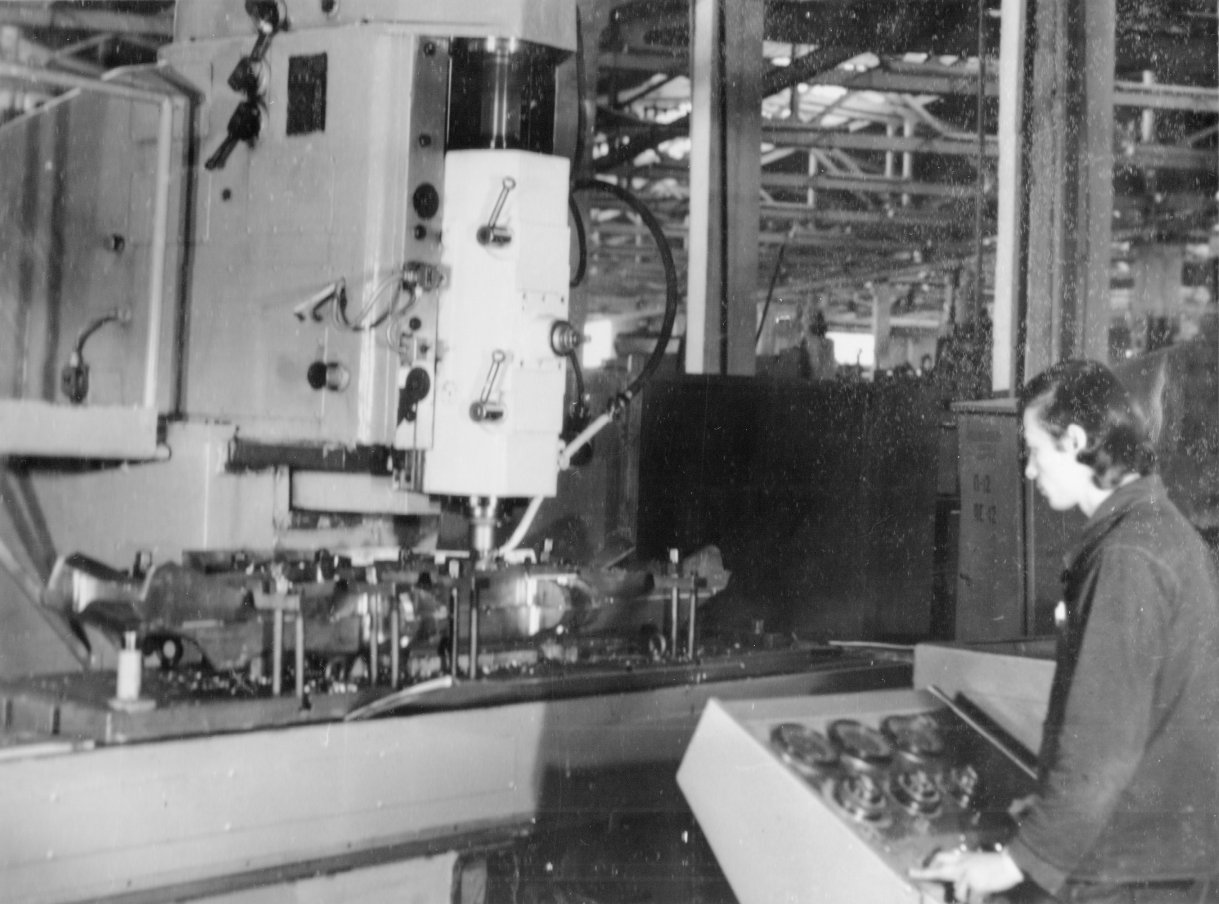
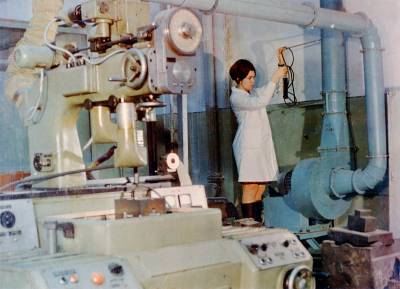
Многоцелевой доводочный станок KF-665
Применяется для посадки и разводки деталей из алюминиевых сплавов толщиной до 2,0 мм.
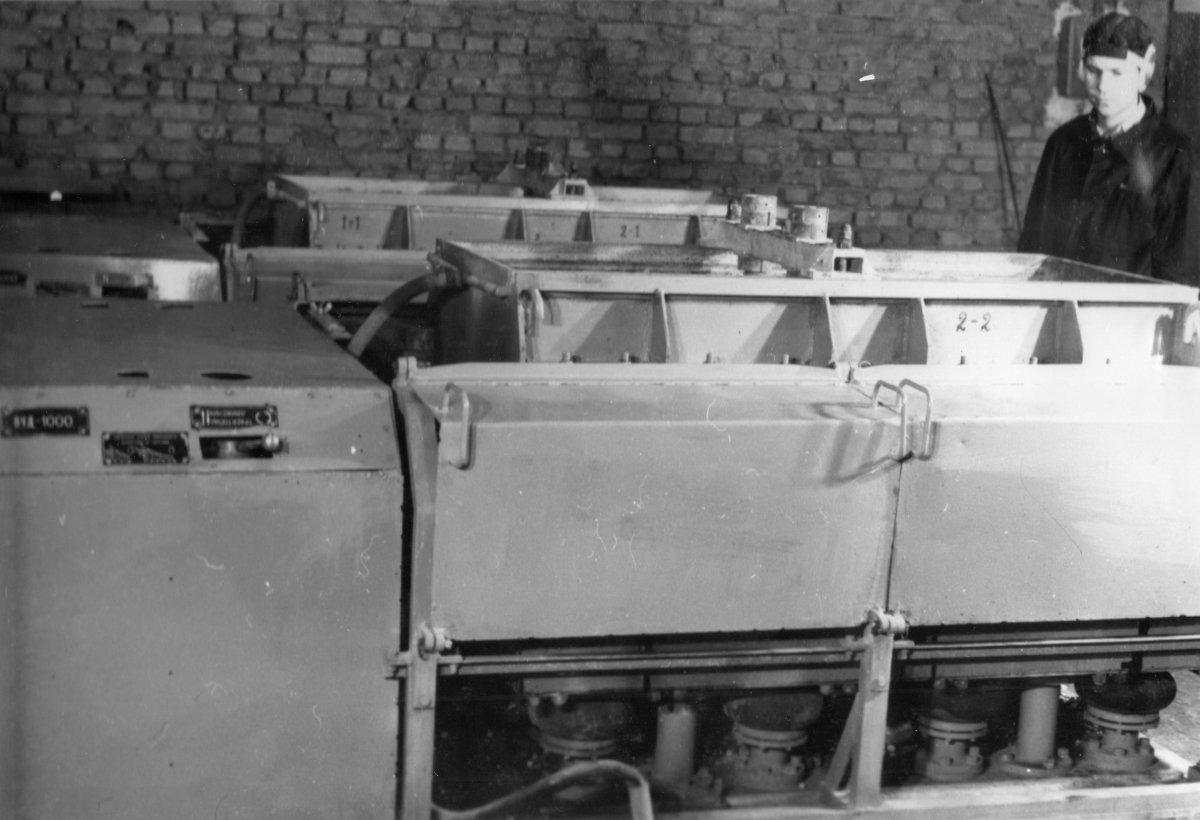
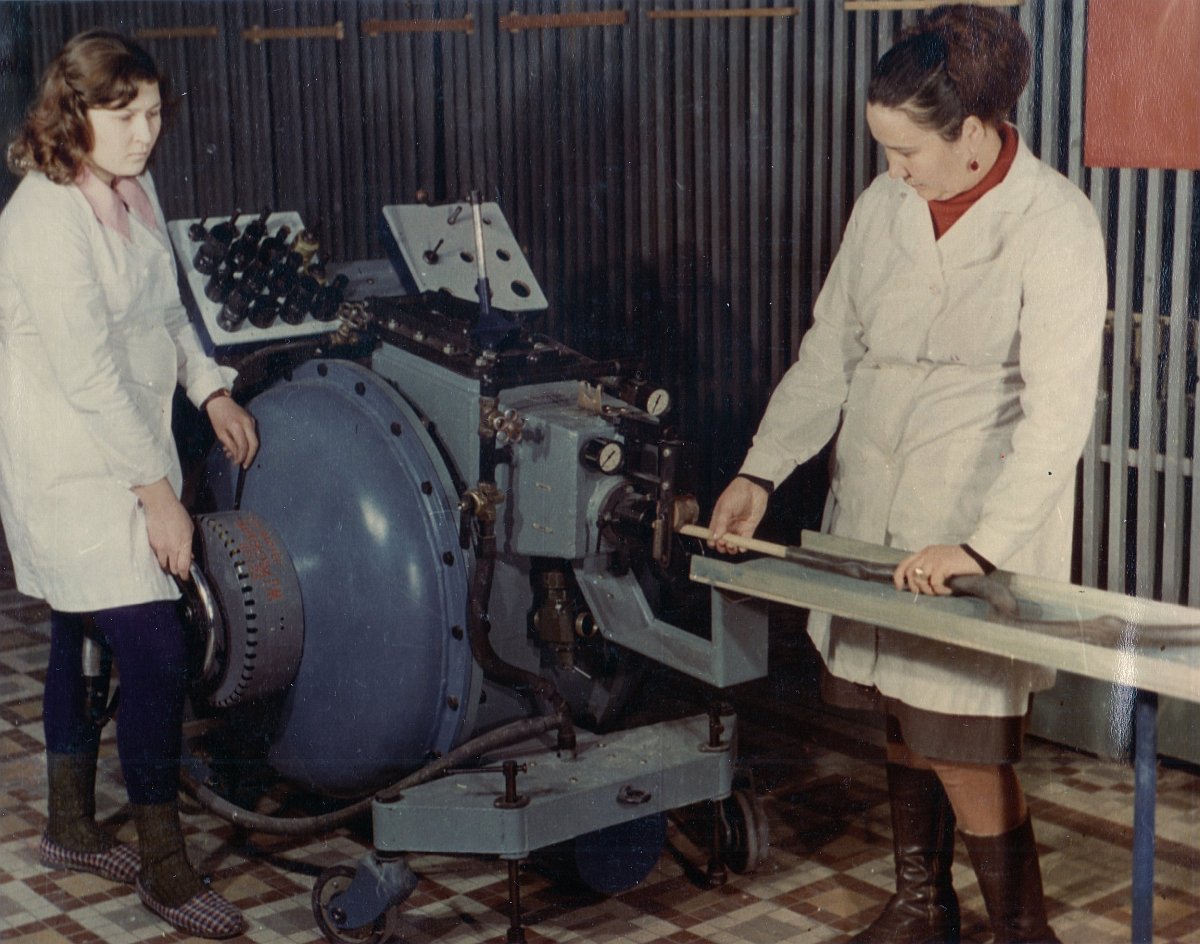
Вибромашина ВУД-1000
В цехе №25 организован новый участок для поверхностного упрочнения деталей с установкой двух вибромашин.
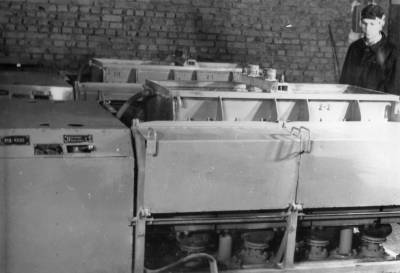
Внедрена технология поверхностного упрочнения 25 наименований деталей из алюминиевых сплавов.
Обработка выполняется перед анодированием.
Ресурс деталей увеличивается в 2 раза.
Высокоресурсные заклепочные соединения

На агрегатах изделия «ЯК-42» внедрены высокоресурсные заклепочные соединения заклепками с компенсатором по ОСТ 1.12020-75 и по обезличенным чертежам Ф-186Я, Ф-1872 без внутришовной герметизации пакета.
Клееклепаные конструкции самолета „ЯК-42"
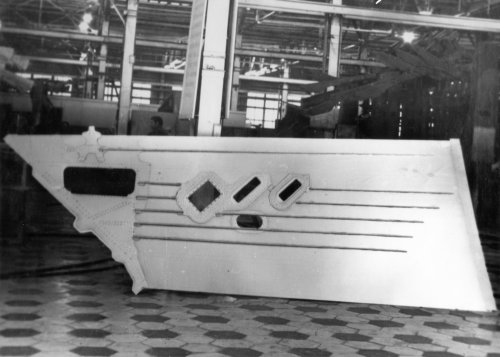
В конструкции хвостового оперения самолета «ЯК-42» внедрены клееклепаные соединения с использованием клея ВК-25 в качестве подслоя и клея ВК-9 для склеивания перед клепкой.
Клееклепаные соединения повысили качество и ресурс самолета.
Плаз с программным управлением

Цех №23 по разработкам НИАТ внедрил плаз с программным управлением для раскладки проводов в жгут, что позволило исключить субъективные ошибки и повысить производительность труда.
Новая установка УПВТ-901

Цехом №23 совместно с НИАТ внедрена установка УПВТ-901 для протягивания жгутов из проводов в эластичные трубки.
Пневматическая машинка для зачистки проводов ПМЗП-901

Предназначена для зачистки концов проводов марок БПДО, БИФ, БФС, 88, сечением 0,2 - 2,5 мм2.
Длина зачистки конца провода 3 - 40 мм.
Привод пневматический, управление - педальное.
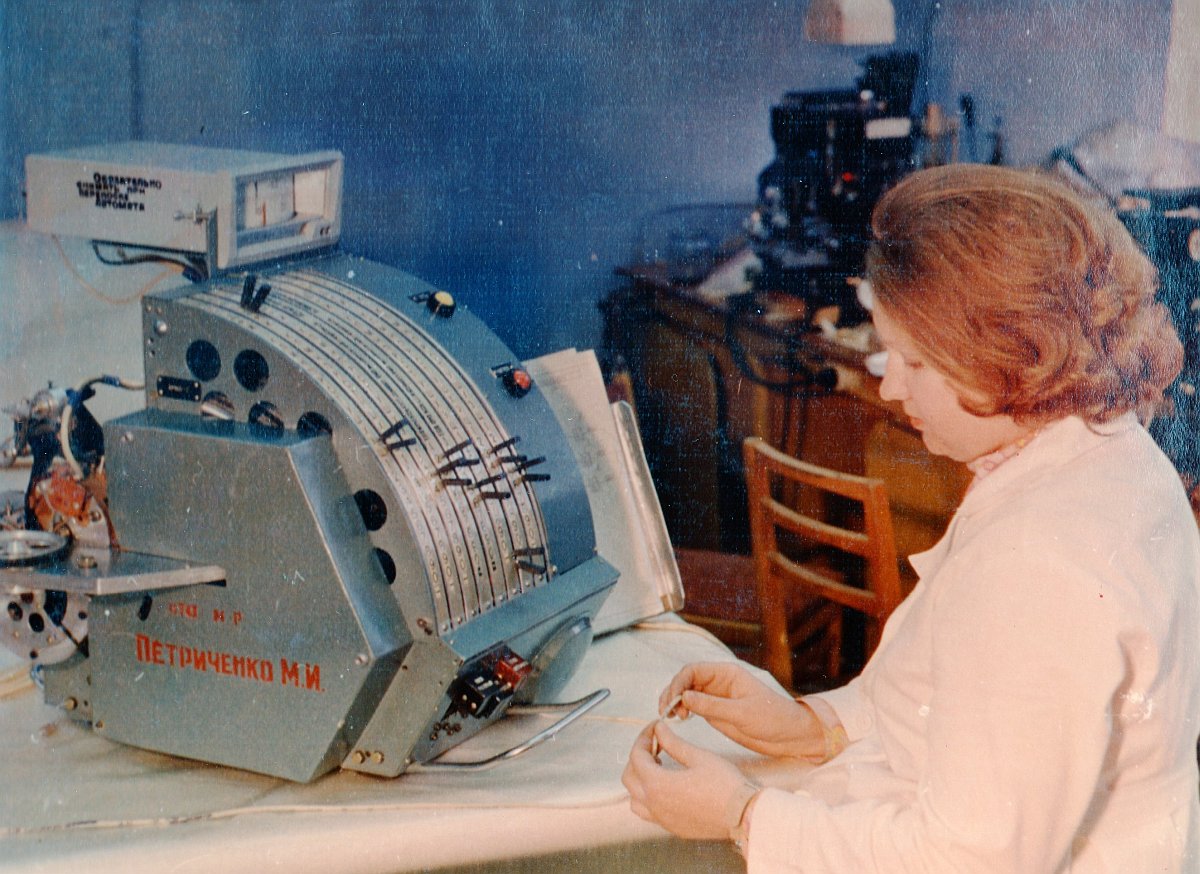
Автомат маркировочный клавишный для бирок АМКБ-2

Предназначен для нанесения буквенно-цифровой информации на полихлорвиниловых трубках диаметром 3 - 8 мм методом горячего тиснения.
Установка маркировки проводок и трубок УМПТ-902

Предназначена для нанесения информации на изоляцию проводов и изоляционные трубки методом горячего тиснения. Диаметр маркируемого провода 1,3 - 4,5 мм, маркируемой трубки 2,5 - 8 мм.
Привод маркировочной головки пневматический.
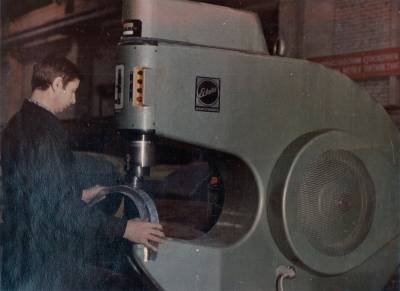
Грузоподъемное сооружение для монтажа крупногабаритного и тяжелого оборудования
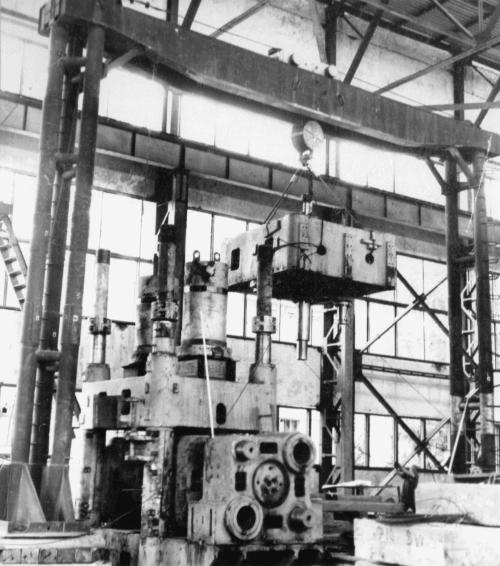
Техническая характеристика:
Грузоподъемность, тн. с.....................42
Расстояние между колоннами, мм..9000
Высота подъема, мм.......................7000
Вес сооружения, тн. ..........................10
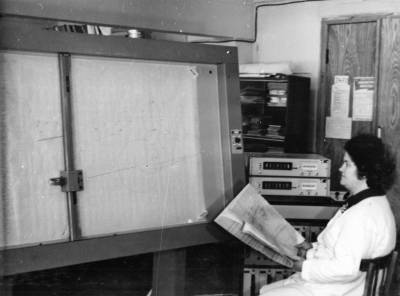
Автоматическая смотка бумаги на АЦПУ-128

Электромеханик отдела АСУП Н.В.Баулин разработал и внедрил к печатающим устройствам АЦПУ-128 ЭВМ «Минск-22» и «Минск-32» дополнительное устройство, что позволило автоматически по команде «Пуск двигателя» сматывать в рулон выходящие табуляграммы.
Переносный прибор БВК-24

Предназначен для проверки годности бесконтактных концевых выключателей станочного оборудования.
Механизированный склад элеваторного типа

Применяется для хранения метизов, деталей, заготовок и других изделий на складах ОСПК.
Управление складом кнопочное.
Техническая характеристика:
Максимальный вес хранимых деталей, кг...........3750
Количество подвесок, шт.......................................15
Размеры подвесок, мм.....................1200 х 300 х 150
Габаритные размеры склада,мм...16300 х 1426 х 4205
Склад-автомат для хранения штампов
Изготовлен по проекту ОМА и внедрен в цехе №50.
Управление осуществляется с пульта, на котором с помощью переключателей задается соответствующий адрес носителю.
Носитель работает с любого положения.


Техническая характеристика:
Число поддонов, шт............................760
Размер поддонов, мм.........250 x 700 x 1200
Общая грузоподъемность склада, тн.....152
Габариты склада, мм ...24000 х 2300 х 9100
Стенд для проверки блоков питания ЭЦВМ „Минск-32"

Инженеры отдела АСУП И.С.Асриев и А.Н.Киселев разработали и внедрили к ЭЦВМ «Минск-32» стенд, который позволил автономно проверять и ремонтировать блоки питания вычислителя, внешних устройств и блоков питания НМЛ-67.
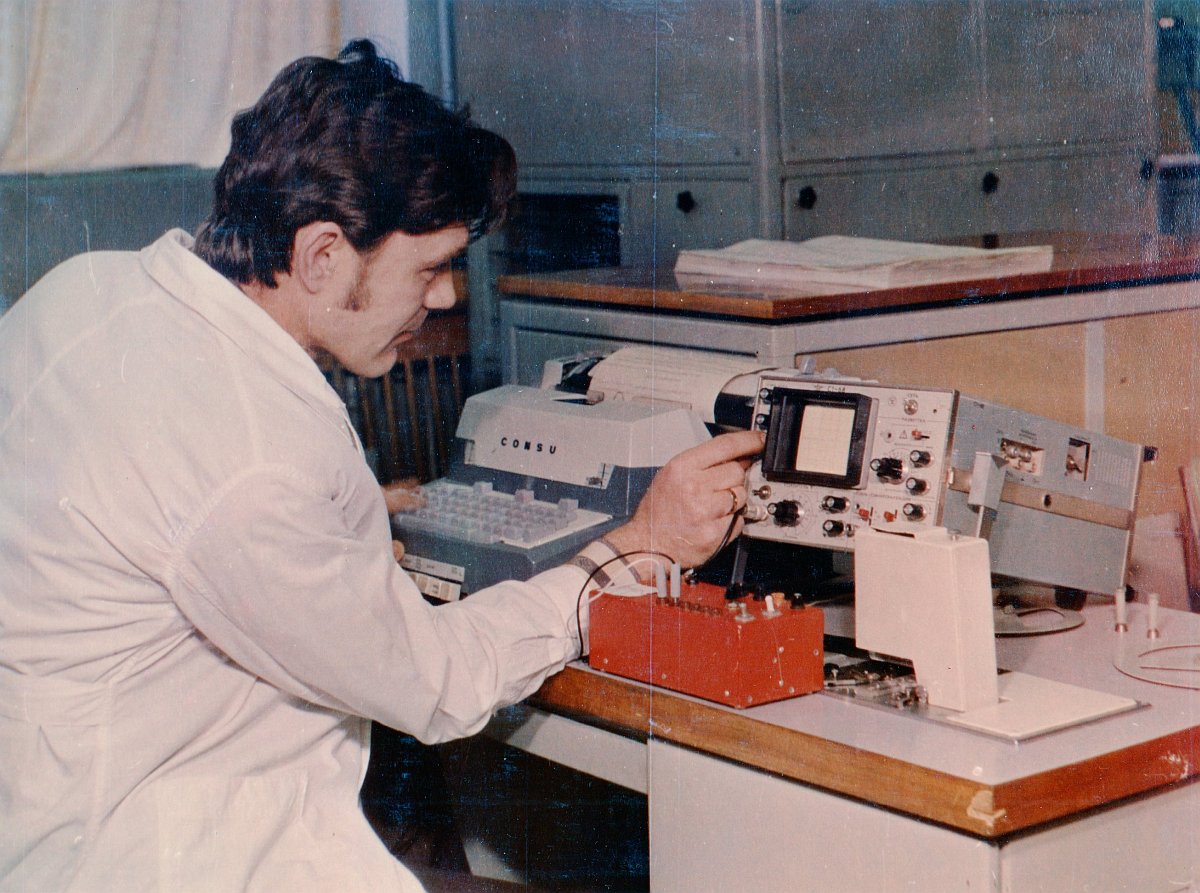
Стенд для проверки, настройки и ремонта «Комбинатора» пишущих машинок «Консул-254» и «Консул-260.1»

Стенд позволяет регулировать длительность импульсов комбинационных и сигнальных контактов «Комбинатора» пишущих машинок «Консул-254» и «Консул-260.1» с целью их синхронизации с импульсами задающих генераторов ЭВМ «Минск-32», ЭВМ «ЕС-1020».
Автор стенда - инженер ОАСУП А.А.Соболев.
Устройство перезаписи программ УПЗП с устройством контроля УКМ-1

Новое устройство увеличило скорость перезаписи программ в 8 - 10 раз и повысило качество контроля программ.
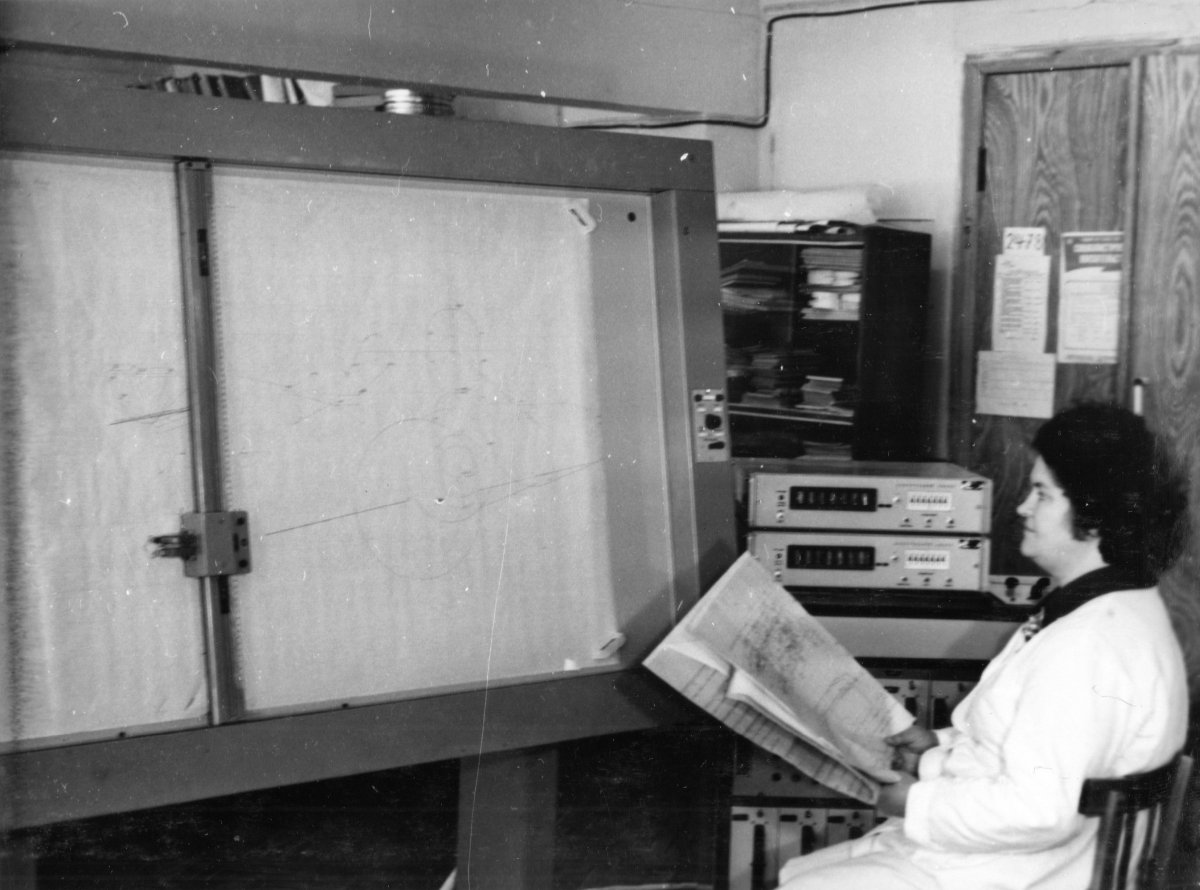
Устройство графического воспроизведения для контроля программ к станкам с ЧПУ "УГВ-1"
Отдел программного управления совместно с Казанским филиалом НИАТ внедрили устройство для графического вычерчивания запрограммированной траектории с одновременной индикацией перемещения по координатам на счетчиках перемещения. Обеспечивается совместная работа с интерполяторами ЛКИ-У, ЛКИ-Ф и др.
Камера для сварки титановых деталей в нейтральной среде
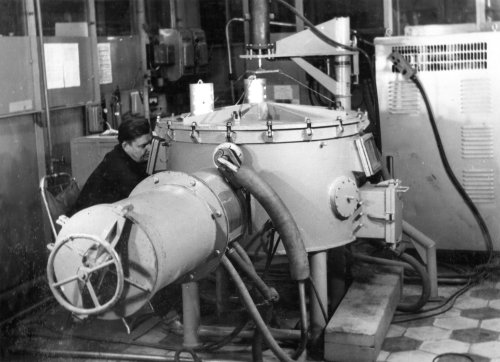
Изготовлена по проекту ОМА, внедрена в цехе №12.
Техническая характеристика:
Общие габаритные размеры, мм .....2175 х 1550 х 1160
Максимальная длина свариваемых деталей, мм ...2000
Новые приборы
Лаборатория промсанитарии внедрила ряд новых приборов для контроля санитарно-гигиенических условий труда на производстве и окружающей среды.

Прецизионный шумомер 2209 фирмы «Брюль и Кьер» для контроля параметров шума и вибрации ручного пневматического инструмента.

Дозиметрический контроль рентгенизлучения прибором ДРГЗ-02.

Пробоотборник «Малыш» для отбора и контроля чистоты атмосферного воздуха на территории завода и в санитарно-защитной зоне.
Пневмометрические трубки для замера эффективной вытяжки вентиляционных установок.
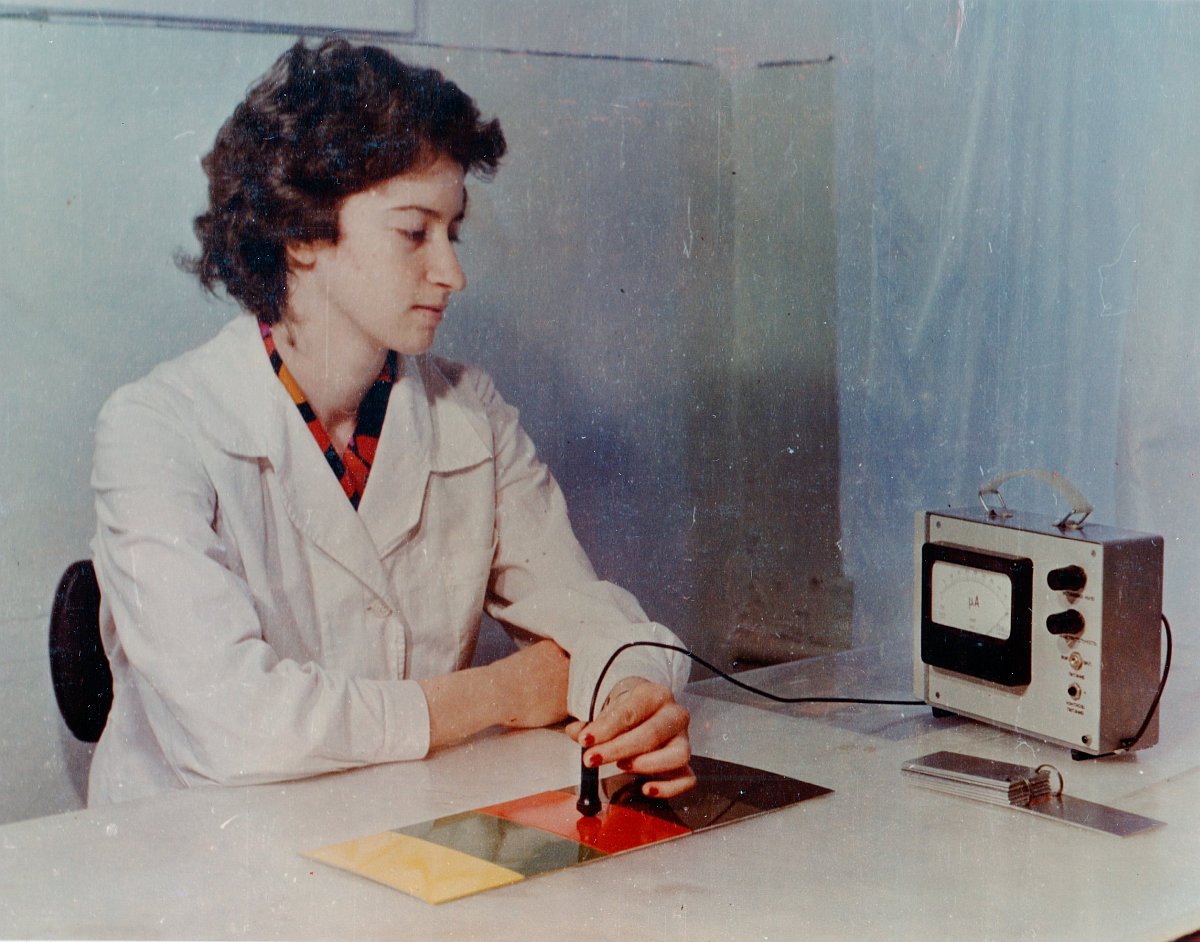
Импедансный дефектоскоп ИАД-3

Внедрен в цехе №40 для контроля панелей с сотовым заполнителем на отсутствие непроклея.
Внедрение прибора повысило качество панелей.
Магнитно-люминесцентный дефектоскоп МДС-1,5

Внедрен в ЦЗЛ для обнаружения дефектов на ферромагнитных деталях.
Внедрение дефектоскопа позволило контролировать детали с темной поверхностью, повысить чувствительность к величине выявляемого дефекта, автоматизировать операции намагничивания деталей.
Совершенствование спектральных методов анализа

На контрольных пунктах завода внедрен новый тип стилоскопа «Спектр». Внедрение его расширило диапазон контролируемых марок и повысило качество анализа.
Новые клеевые пленки

Внедрены новые клеевые пленки ВК-24, ВК-24М, ВК-13М, ВК-30, ВК-2 для склейки сотовых заполнителей из стеклоткани, бумаги, металлической фольги с элементами каркаса из сплава Д16АТ, стеклотекстолита, углепластика.
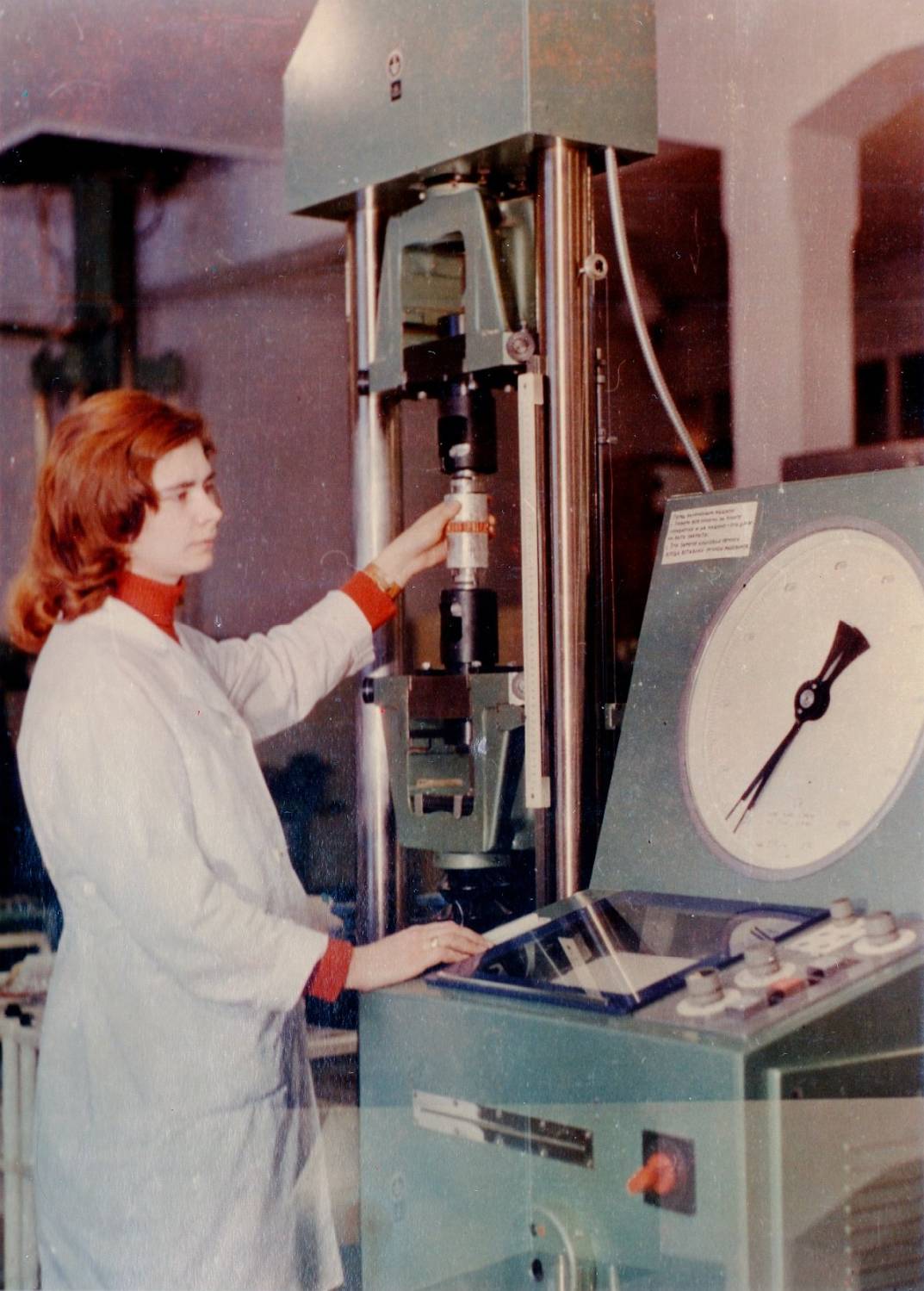
Прочность клеевых пленок испытывается на разрывной машине ЦД 10/90.
Малогабаритный с автономным питанием толщиномер ТПН-П

Внедрен в цехе №71 для контроля толщин лакокрасочных покрытий.
Современные методы химического анализа

Освоен анализ азота в углеродистых сталях. Это позволило повысить качество контроля материалов.
Модернизация прибора

Слесарь ЦЗЛ В.П.Стадник модернизировал электромагнитный прибор МИП-10 для контроля толщин хромовых покрытий, что позволило производить замер толщин хрома не только на наружных, но и на внутренних поверхностях деталей.
ВКЛАД РАЦИОНАЛИЗАТОРОВ
Рационализаторы и изобретатели завода выполнили принятые на девятую пятилетку социалистические обязательства.
Внедрено в производство 13709 рационализаторских предложений и 257 изобретений с экономическим эффектом 6850 тыс. руб. Снижена трудоемкость изделий на 2 млн. нормочасов.
СЭКОНОМЛЕНО:
— электроэнергии..............1151 тыс. квтч
— черных металлов................829 тонн
— цветных металлов................325 тонн
Рационализаторы завода рапортовали о досрочном выполнении плана первых двух лет пятилетки к 60-летию Октября.
Внедрено 5650 рацпредложений и 100 изобретений с экономическим эффектом 2013 тыс. руб.

ЛЕВИН П. М.
Мастер, лауреат премии Ленинского комсомола, инициатор движения «За высокую эффективность и отличное качество на основе рационализации на каждом рабочем месте».
Яшин А.Н.
Слесарь, лучший рационализатор Саратовской области. Внедрил 81 предложение.
Делегат V Всесоюзного съезда НТО.

Барсуков Н.Е.
Электрик, награжден знаком ЦС ВОИР "Отличник рационализации и изобретательства".
Внедрил 33 рацпредложения с экономическим эффектом 5 тыс. руб.

Никифоров Н.И.
Старший инженер, «Лучший рационализатор Саратовской области».
Автор 19 рацпредложений с экономическим эффектом 6 тыс. руб.
Картушов В.Ф.
Фрезеровщик, лучший рационализатор завода. Внедрил 14 рацпредложений.
Ковшов Г.П.
Руководитель конструкторской группы, награжден знаком ЦС ВОИР «Отличник рационализации и изобретательства».
Внедрил 32 рацпредложения с экономическим эффектом 60 тыс. руб.
ВЫСОКИЕ НАГРАДЫ РОДИНЫ
За успешное выполнение государственного плана и принятых социалистических обязательств группа рабочих и инженерно-технических работников завода в 1977 г. награждена орденами и медалями Советского Союза.
Присвоено звание Героя Социалистического Труда с вручением ордена Ленина и Золотой медали «Серп и Молот» — 1.
Орден Ленина — 1.
Орден Октябрьской Революции — 2.
Орден Трудового Красного Знамени — 13.
Орден «Знак Почета» — 21.
Орден Трудовой Славы III степени — 18.
Медаль «За трудовую доблесть» — 13.
Медаль «За трудовое отличие» —16.

СУХОРУКОВ С.И.
Токарь цеха №1, Герой Социалистического Труда.

АЛЕКСЕЕВ А.В.
токарь-револьверщик цеха №1, награжден орденом Ленина.

ПЕТРОВА А.Д.
Клепальщица цеха № 20, награждена орденом Трудового Красного Знамени.

Ротницкая Л.С.
Токарь цеха №17, награждена орденом Октябрьской революции.

Агапова А.Г.
Мастер цеха №23, награждена орденом Трудовой Славы III степени (вторая слева).
|